

خط إنتاج رغوة البولي يوريثان هو نظام تصنيع معقد يستخدمه المهندسون والكيميائيون والمصنعون لإنتاج رغوة البولي يوريثان بكميات كبيرة. وتستخدم هذه الخطوط سلسلة من العمليات الآلية لدمج المواد الكيميائية السائلة التي تتفاعل وتتمدد لتكوين رغوة مرنة أو صلبة. وبصرف النظر عن إنشاء كتل رغوية كبيرة، يمكن أيضًا تهيئة هذه الخطوط لتشكيل أشكال محددة أو لرش الرغوة مباشرةً على الركائز. وقد تم تصميم النظام بأكمله لتحقيق الدقة والاتساق والكفاءة في إنتاج واحدة من أكثر المواد تنوعًا في العالم.
خطوط إنتاج رغوة البولي يوريثان هي أدوات لا غنى عنها للتصنيع الحديث؛ فهي تُستخدم على نطاق صناعي لإنشاء كل شيء بدءًا من كتل المراتب ومقاعد السيارات إلى ألواح العزل ومواد التغليف. فهي تسمح للشركات بتطوير منتجات رغوية عالية الجودة بسرعة وفعالية من حيث التكلفة، مما يجعل التركيبات الكيميائية المصممة هندسيًا في العالم المادي كسلع ملموسة. في هذا الدليل، سأشرح ما هي خطوط إنتاج رغوة البولي يوريثان وما يمكنها القيام به وكيفية عملها، كما سأقدم بعض الموارد للراغبين في معرفة المزيد عن تقنية التصنيع المتقدمة هذه.
ما هو خط إنتاج رغوة البولي يوريثان البولي يوريثان؟
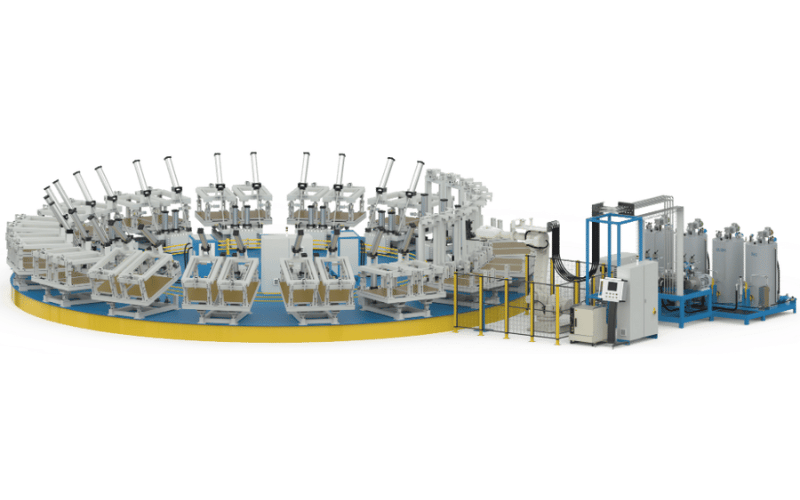
إن خط إنتاج رغوة البولي يوريثان هو نظام تصنيع آلي مصمم لإنتاج رغوة البولي يوريثان بشكل مستمر. يتحكم فيه نظام كمبيوتر مركزي، وغالبًا ما يكون نظام التحكم المنطقي القابل للبرمجة (PLC)، الذي يدير العملية بأكملها. يمكن للمهندسين والمشغلين إدخال وصفات ومعلمات محددة في النظام، وسيقوم خط الإنتاج بخلط المواد الكيميائية تلقائيًا وإنتاج الرغوة بأقل تدخل يدوي. وبمجرد بدء العملية، يستخدم الخط نظامًا متطورًا من المضخات والخلاطات والناقلات لإنتاج المنتج النهائي.
تشتمل المكونات الأساسية لخط إنتاج رغوة البولي يوريثان على صهاريج تخزين للمواد الكيميائية الخام (البوليولات والإيزوسيانات والمواد المضافة)، ومضخات قياس عالية الدقة، ورأس خلط، ووحدة صب أو توزيع، ونظام ناقل طويل. وغالبًا ما يكون الناقل مغلقًا في نفق للتحكم في درجة الحرارة واحتواء الأبخرة أثناء ارتفاع الرغوة ومعالجتها. يسمح هذا الإعداد بإنشاء كتل الرغوة المستمرة، والمعروفة باسم “ألواح الرغوة”، أو الحقن المباشر للرغوة في قوالب لإنتاج أجزاء محددة.
تعد تعددية استخدامات خطوط الإنتاج هذه ميزة رئيسية. فمن خلال تعديل التركيب الكيميائي ومعدلات التدفق ودرجة الحرارة، يمكن لخط واحد إنتاج مجموعة كبيرة من أنواع الرغوة. ويشمل ذلك الرغاوي اللينة والمرنة للأثاث، والرغاوي الصلبة الكثيفة للعزل، والرغاوي المتخصصة عالية المرونة (HR) لمقاعد السيارات. هذه القدرة على التكيف تجعل من خطوط إنتاج رغوة البولي يوريثان حجر الزاوية في العديد من قطاعات التصنيع، مما يتيح إنتاج كميات كبيرة من المنتجات المتنوعة.
كيف يعمل خط إنتاج رغوة البولي يوريثان؟
تتبع جميع خطوط إنتاج رغاوي البولي يوريثان نفس العملية الأساسية: الخلط الدقيق للمواد الكيميائية السائلة التي تخضع لتفاعل طارد للحرارة لتكوين الرغوة. وتبدأ العملية بالمواد الخام، وهي في المقام الأول بوليول وثنائي الإيزوسيانات، والتي يتم تخزينها في خزانات كبيرة يتم التحكم في درجة حرارتها. كما يتم تخزين المواد المضافة مثل المحفزات والمواد الخافضة للتوتر السطحي وعوامل النفخ في حاويات منفصلة. تقوم مضخات القياس عالية الدقة بسحب هذه المكونات من الخزانات بنسب دقيقة تحددها وصفة الرغوة المحددة التي يتم إنتاجها.
ثم يتم تغذية هذه التدفقات الكيميائية المقيسة بعناية في رأس خلط عالي الضغط. وداخل رأس الخلط، يتم مزج المكونات بشكل مكثف لجزء من الثانية فقط قبل توزيعها. يتم سكب الخليط على حزام ناقل متحرك مبطن بورق أو غشاء بلاستيكي لمنع الرغوة من الالتصاق. وبينما يتدفق الخليط السائل على الحزام الناقل، يبدأ التفاعل الكيميائي. يُنتج عامل النفخ فقاعات غازية، مما يؤدي إلى تمدد الخليط بسرعة و“ارتفاعه” إلى كتلة رغوية كبيرة.
يحمل الحزام الناقل الرغوة المتصاعدة عبر نفق طويل مغلق حيث يتم التحكم في درجة الحرارة وعملية المعالجة بعناية. وهذا يضمن أن الرغوة تطور بنية خلية موحدة وتحقق الخصائص الفيزيائية المطلوبة. ومع خروج الرغوة من النفق، تكون الرغوة قد تصلبت ولكنها لم تتم معالجتها بالكامل بعد. تقوم ماكينات القطع الآلية، مثل شفرة عبور كبيرة، بتقطيع كتلة الرغوة المستمرة إلى أطوال يمكن التحكم فيها لتخزينها ومعالجتها.
بعد القطع الأولي، يتم نقل كتل الرغوة الكبيرة إلى منطقة المعالجة، حيث تجلس لمدة 24 ساعة أو أكثر للسماح للتفاعلات الكيميائية أن تكتمل. خلال هذا الوقت، تقوى الرغوة وتستقر. مراقبة الجودة أمر بالغ الأهمية طوال هذه العملية. تراقب أجهزة الاستشعار درجات الحرارة والضغط ومعدلات التدفق في الوقت الفعلي. يتم أخذ عينات من الرغوة بانتظام واختبارها في المختبر لتقييم الخصائص مثل الكثافة والصلابة وبنية الخلية، مما يضمن أن المنتج النهائي يفي بالمواصفات الدقيقة.
أنواع خطوط إنتاج رغوة البولي يوريثان
هناك ثلاثة أنواع رئيسية من خطوط إنتاج رغوة البولي يوريثان تتميز بالرغوة التي تنتجها. وعلى الرغم من أن الماكينات الأساسية متشابهة، إلا أن كل خط يتم تحسينه بمكونات محددة ومعلمات تحكم محددة لإنتاج رغوة ذات خصائص مميزة ولتطبيقات السوق المختلفة.
خطوط إنتاج رغوة البولي يوريثان المرنة هي الأكثر شيوعًا. وعادةً ما تكون هذه الخطوط عبارة عن خطوط “ألواح بلاستيكية” مصممة لإنتاج كتل كبيرة ومتواصلة من الرغوة المرنة. وقد تم تحسين هذه العملية لإنتاج الرغاوي ذات الهياكل ذات الخلايا المفتوحة، مما يمنحها النعومة والتهوية. تُستخدم هذه الخطوط لتصنيع الرغوة لوسائد الأثاث والمراتب وبطانات السجاد. وغالبًا ما تتميز هذه الخطوط بأنفاق ناقلة طويلة وأنظمة تهوية متطورة للتعامل مع الأحجام الكبيرة وضمان اتساق الخصائص في جميع أنحاء كتلة الرغوة.
صُممت خطوط إنتاج رغوة البولي يوريثان الصلبة لإنتاج رغوة ذات بنية خلية مغلقة، وهو أمر أساسي لخصائص العزل الحراري الممتازة. يمكن أن تكون هذه الخطوط إما خطوط ألواح لإنتاج ألواح العزل أو خطوط غير متصلة لتصنيع الألواح. في خط الألواح غير المتصلة، يتم حقن الخليط الكيميائي السائل بين واجهتين (على سبيل المثال، ألواح الصلب) في مكبس كبير. تتمدد الرغوة وترتبط بالواجهات، مما يؤدي إلى إنشاء لوح ساندويتش قوي ومعزول يستخدم في البناء والتبريد. تتطلب هذه الخطوط تحكماً دقيقاً في درجة الحرارة والضغط لضمان الالتصاق الكامل وكثافة الرغوة الموحدة.
تُعد خطوط إنتاج الرغوة عالية المرونة (HR) وخطوط إنتاج الرغوة المتخصصة أنظمة أكثر تقدمًا تُستخدم في صناعة منتجات الرغوة الفاخرة. تتميز رغوة الموارد البشرية، التي تُستخدم في الأثاث الفاخر ومقاعد السيارات، ببنية خلايا أقل اتساقًا توفر دعمًا ومتانة أكبر. تستخدم هذه الخطوط بوليولات وإيزوسيانات خاصة وتتطلب تحكمًا دقيقًا في التفاعل الكيميائي. وقد يتم تهيئة خطوط متخصصة أخرى لعمليات التشكيل، حيث تقوم الروبوتات بحقن الرغوة في قوالب معقدة لإنتاج عناصر مثل مكونات لوحة عدادات السيارات أو نعال الأحذية. وغالبًا ما تسمى هذه الخطوط بخطوط “الرغوة المقولبة” وهي مؤتمتة للغاية لإنتاج كميات كبيرة من الأجزاء المتماثلة.
برنامج تصميم لإنتاج رغوة البولي يوريثان البولي يوريثان
يعتمد التحسين الأمثل لخط إنتاج رغوة البولي يوريثان بشكل كبير على البرامج المتخصصة لتصميم العمليات والتحكم فيها ومراقبتها. وهذه ليست برمجيات تصميم بالمعنى التقليدي للتصميم بمساعدة الحاسوب (CAD) بل هي برمجيات متطورة للتحكم في العمليات والمحاكاة. ويستخدم المهندسون الكيميائيون ومشغلو المصانع هذه الأنظمة لتطوير واختبار تركيبات الرغوة افتراضيًا قبل تشغيلها على خط الإنتاج الفعلي. تتيح لهم هذه البرامج التنبؤ بكيفية تأثير التغيرات في النسب الكيميائية أو درجات الحرارة أو مستويات المحفزات على خصائص الرغوة النهائية، مثل الكثافة والصلابة والارتفاع. توفر هذه القدرة على المحاكاة الوقت وتقلل من إهدار المواد الناتجة عن التجارب الفاشلة.
يتم دمج أنظمة التحكم في العمليات هذه مباشرةً مع الماكينات الموجودة على خط الإنتاج. توفر البرمجيات واجهة مركزية للمشغلين لضبط معلمات الإنتاج، مثل معدلات التدفق لكل مضخة كيميائية وسرعة الناقل ودرجة الحرارة داخل نفق المعالجة. أثناء الإنتاج، يراقب البرنامج آلاف نقاط البيانات من أجهزة الاستشعار في جميع أنحاء خط الإنتاج. ويعرض البيانات في الوقت الفعلي على لوحات المعلومات وينبه المشغلين إلى أي انحرافات عن المعلمات المحددة. هذه المراقبة المستمرة ضرورية للحفاظ على رقابة صارمة على الجودة وضمان بقاء المنتج ضمن المواصفات من البداية إلى النهاية. حتى أن الأنظمة المتقدمة تستخدم خوارزميات التعلم الآلي لاقتراح تعديلات على العملية لتحسين الكفاءة وجودة المنتج.
تقطيع وتشكيل رغوة البولي يوريثان البولي يوريثان
وبمجرد خروج كتلة الرغوة الكبيرة والمستمرة من خط الإنتاج، يجب قطعها وتشكيلها للاستخدام النهائي. وهذه عملية ثانوية بالغة الأهمية تتطلب مجموعة من الآلات المتخصصة. يتم إجراء القطع الأولي بواسطة منشار “القطع” في نهاية الناقل، والذي يقوم بتقطيع اللوح الطويل إلى كتل أكثر قابلية للتحكم فيها، وغالبًا ما يكون طولها عدة أمتار. ثم تُنقل هذه الكتل إلى منطقة قطع منفصلة لمزيد من المعالجة التفصيلية.
لإنشاء صفائح وأشكال هندسية بسيطة، يتم استخدام المناشير الشريطية الكبيرة وماكينات الحز. يمكن للمنشار الشريطي الأفقي تقطيع كتلة كبيرة إلى صفائح بسماكات متفاوتة مثل تقطيع رغيف الخبز. ثم تُستخدم المناشير الشريطية العمودية لقص هذه الألواح إلى العرض والطول المطلوبين. يمكن تشغيل هذه الماكينات يدويًا أو آليًا بالكامل باستخدام أنظمة التحكم الرقمي بالكمبيوتر (CNC) للقطع المتكرر بكميات كبيرة. تُعد دقة هذه القطع الأولية أمرًا حيويًا لتقليل الفاقد.
بالنسبة للأشكال الأكثر تعقيدًا، يتم استخدام ماكينات القطع الكنتوري باستخدام الحاسب الآلي. تستخدم هذه الماكينات المتطورة شفرة سريعة التذبذب أو سلكًا مشدودًا لقطع الأشكال المعقدة بناءً على ملف تصميم رقمي. وهذا يسمح بإنشاء أشكال مخصصة لمكونات الأثاث أو حشوات التغليف المتخصصة أو قطع غيار السيارات. تتيح القدرة على اتباع نمط رقمي بدقة عالية إنتاج كميات كبيرة من التصاميم المعقدة التي يستحيل تحقيقها باستخدام طرق القطع اليدوية.
لا يمكن المبالغة في أهمية الدقة في القطع. فأي انحراف في الأبعاد يمكن أن يؤدي إلى إهدار المواد، وهو أمر مكلف. صُممت ماكينات القطع الرغوية الحديثة لتحقيق الدقة حتى المليمتر. يتم فحص معايرة الشفرات وشد الأسلاك ودقة وحدات التحكم الرقمي باستخدام الحاسوب بانتظام لضمان أن كل قطعة قطع تفي بمواصفات التصميم الدقيقة. هذه الدقة ضرورية لإنتاج سلع تامة الصنع عالية الجودة والحفاظ على الربحية في سوق تنافسية.
معالجة الأسطح والتشطيب
بعد القطع، غالبًا ما تتطلب مكونات رغوة البولي يوريثان معالجة السطح أو تشطيبها لتحسين خصائصها أو إعدادها للتجميع. إحدى التقنيات الشائعة هي “التصفيح باللهب”، حيث يتم إذابة طبقة رقيقة من سطح الرغوة عن طريق تمريرها بسرعة فوق لهب يتم التحكم فيه. وعادةً ما تربط هذه العملية النسيج أو المنسوجات الأخرى مباشرةً بسطح الرغوة بدون مواد لاصقة. وتُستخدم هذه العملية على نطاق واسع في صناعة السيارات لصنع بطانات أمامية وألواح أبواب مغطاة بالقماش.
يمكن أيضًا تطبيق عمليات التشطيب لتحسين متانة الرغوة أو ملمسها أو مظهرها. بالنسبة لتطبيقات محددة، يمكن طلاء الأجزاء الرغوية بطبقة واقية. على سبيل المثال، قد يتم طلاء الرغوة المستخدمة في الأجهزة الطبية لتحديد المواقع بطبقة من الفينيل غير الملحومة والقابلة للتنظيف لتلبية معايير النظافة. في صناعة الأثاث، غالبًا ما يتم وضع “غلاف من الألياف” الناعمة على الوسائد الرغوية لمنحها ملمسًا أكثر نعومة وشكلًا أكثر استدارة وجاذبية قبل إدخالها في غطاء من القماش.
تعد جودة السطح أمرًا بالغ الأهمية بالنسبة للمنتجات التي تكون فيها الرغوة مرئية أو تتفاعل مباشرة مع المستخدم. في تطبيقات مثل مساند الذراعين الرغوية المقولبة أو عجلات التوجيه، يتم استخدام عملية “طلاء داخل القالب”. يتم رش طلاء أو طلاء متخصص في القالب قبل حقن الرغوة السائلة. وعندما تتمدد الرغوة وتعالج، يلتصق الطلاء كيميائياً بسطحها، مما يخلق طبقة نهائية متينة ومثالية من الناحية التجميلية مباشرةً من القالب.
الإعدادات الرئيسية لإنتاج رغوة البولي يوريثان البولي يوريثان
يتوقف الإنتاج الفعال والمتسق لرغوة البولي يوريثان على التحكم الدقيق في العديد من الإعدادات الحرجة. يتم ضبط هذه المعلمات بناءً على تركيبة الرغوة المحددة وخصائص المنتج النهائي المرغوب فيه. يمكن لأي انحراف طفيف أن يغير بشكل كبير من الخصائص النهائية للرغوة، لذا فإن الحفاظ على هذه الإعدادات هو محور التركيز الأساسي لمشغلي خط الإنتاج. وتعتمد أكثر العمليات نجاحًا على مزيج من التحكم الآلي والإشراف البشري المتمرس.
يمكن القول إن التحكم في درجة الحرارة هو المعيار الأكثر أهمية. يجب تخزين المواد الكيميائية الخام - البوليول والإيزوسيانات والمواد المضافة - وقياسها عند درجة حرارة محددة ومستقرة، عادةً ما تكون حوالي 20-25 درجة مئوية. التفاعل الكيميائي نفسه طارد للحرارة، مما يعني أنه يولد حرارة. كما يجب أيضًا إدارة ملف درجة الحرارة داخل نفق المعالجة بعناية لضمان ارتفاع الرغوة وعلاجها بشكل منتظم. يمكن أن تتسبب الحرارة الزائدة عن الحد في حدوث احتراق أو تشققات في الرغوة، في حين أن الحرارة الزائدة عن الحد يمكن أن تؤدي إلى تفاعل غير مكتمل وخصائص فيزيائية ضعيفة.
النسبة الكيميائية هي إعداد آخر غير قابل للتفاوض. يجب التحكم في نسبة الأيزوسيانات إلى البوليوليت (المعروفة باسم “المؤشر”) بدقة متناهية بواسطة مضخات القياس. يمكن أن يؤثر التغيير الطفيف في هذه النسبة بشكل كبير على صلابة الرغوة وكثافتها ومرونتها. ويستخدم المشغلون أجهزة قياس التدفق وأجهزة التحكم بالكمبيوتر للحفاظ على هذه النسبة في حدود جزء من النسبة المئوية. يجب أيضًا قياس كميات المحفزات والمواد الخافضة للتوتر السطحي وعوامل النفخ بدقة متساوية للتحكم في معدل التفاعل وبنية الخلية.
كما أن وقت وظروف المعالجة أمر بالغ الأهمية. بعد قطع كتلة الرغوة في نهاية الخط، يجب السماح لها بالشفاء لفترة، عادةً 24 ساعة أو أكثر، في منطقة جيدة التهوية. خلال هذا الوقت، تكتمل التفاعلات الكيميائية الداخلية وتستقر الرغوة. يمكن أن تؤثر درجة الحرارة والرطوبة في منطقة المعالجة على هذه المرحلة النهائية. يمكن أن يؤدي التسرع في عملية المعالجة إلى انكماش أو تشوه كتل الرغوة فيما بعد.
التصميم لتطبيقات رغوة البولي يوريثان البولي يوريثان
يتطلب تصميم المنتجات التي تستخدم رغوة البولي يوريثان فوم فهماً عميقاً لخصائص المادة وعملية التصنيع. على عكس التصميم باستخدام المواد الصلبة مثل الخشب أو المعدن، فإن التصميم باستخدام الرغوة يتضمن تحديد خصائص مثل الكثافة والصلابة، والتي تؤثر بشكل مباشر على الأداء والملمس. يجب أن تراعي عملية التصميم كيفية تصرف الرغوة تحت الضغط ومع مرور الوقت.
بالنسبة لتطبيقات الرغوة المرنة، مثل وسائد الأريكة أو المراتب، يركز التصميم على الراحة والدعم. ويستخدم المصممون مقياساً يسمى انحراف حمولة المسافة البادئة (ILD) أو انحراف قوة المسافة البادئة (IFD) لتحديد صلابة الرغوة. قيمة ILD الأعلى تعني رغوة أكثر صلابة. في كثير من الأحيان، يتم تصميم المنتجات بطبقات إسفنجية متعددة بكثافات مختلفة وطبقات ILDs مختلفة لخلق إحساس معين - على سبيل المثال، طبقة علوية ناعمة للراحة الأولية وطبقة أساسية أكثر صلابة للدعم.
بالنسبة لتطبيقات الرغوة الصلبة، فإن الاعتبار الأساسي في التصميم هو الأداء الحراري والسلامة الهيكلية. في البناء، يجب على المصممين حساب السماكة المطلوبة لعزل الرغوة لتلبية قيمة R-value محددة (مقياس للمقاومة الحرارية). عند تصميم الألواح العازلة، يجب على المهندسين مراعاة قوة انضغاط الرغوة والتصاقها بالمواد المواجهة لضمان قدرة اللوح النهائي على تحمل الأحمال الهيكلية.
وفي جميع الحالات، تعتبر النماذج الأولية والاختبار جزءًا أساسيًا من عملية التصميم. وغالبًا ما يتم إنتاج واختبار دفعات صغيرة من الرغوة بتركيبات مختلفة للعثور على التوازن المثالي للخصائص اللازمة للتطبيق الجديد. بالنسبة للأجزاء المقولبة، يمكن إنشاء قوالب نموذجية لاختبار تدفق الرغوة والتأكد من امتلاء الجزء النهائي بالكامل دون فراغات أو عيوب. هذه العملية التكرارية للتصميم والنماذج الأولية والاختبار هي المفتاح لإطلاق منتجات رغوة البولي يوريثان الناجحة.
سُمك المادة وكثافتها
في إنتاج رغاوي الألواح الخشبية، يعتبر مفهوما السماكة والكثافة أساسيان للمنتج النهائي. ويتم تحديد السُمك عادةً أثناء عملية التقطيع الثانوية، حيث يتم تقطيع الكتل الكبيرة إلى شرائح. ومع ذلك، يتم التحكم في الارتفاع الإجمالي لكتلة الرغوة الأولية عند خروجها من الخط من خلال كمية المواد الكيميائية السائلة التي يتم سكبها على الناقل ومظهر ارتفاع التركيبة. ويُعد الاتساق في هذا الارتفاع الأولي أمرًا بالغ الأهمية لتقليل النفايات أثناء التقطيع اللاحق.
الكثافة هي واحدة من أهم خصائص رغوة البولي يوريثان وتحددها التركيبة الكيميائية، وتحديدًا كمية عامل النفخ المستخدم. وتقاس بالكيلوجرام لكل متر مكعب (كجم/متر مكعب) أو رطل لكل قدم مكعب (pcf). تحتوي الرغوة الأعلى كثافة على مادة بوليمر أكثر وهواء أقل لكل وحدة حجم، مما يجعلها أثقل وأكثر متانة وأكثر دعماً بشكل عام. أما الرغاوي منخفضة الكثافة فهي أخف وزناً وغالباً ما تكون أكثر ليونة ولكنها قد لا تكون بنفس المرونة مع مرور الوقت.
يمثل الحفاظ على كثافة متسقة في جميع أنحاء كتلة كبيرة من الرغوة تحديًا كبيرًا في الإنتاج. يمكن أن تحدث الاختلافات بسبب التقلبات الطفيفة في درجات الحرارة أو التناقضات في عملية الخلط. ولإدارة ذلك، تأخذ فرق مراقبة الجودة عينات أساسية من أجزاء مختلفة من كتلة الرغوة وتقيس كثافتها. تُستخدم هذه البيانات لتصنيف الرغوة وإجراء تعديلات في الوقت الفعلي على إعدادات خط الإنتاج لضمان الاتساق في عمليات التشغيل اللاحقة.
التفاصيل الدقيقة والتخصيص
تسمح دقة تقنيات إنتاج رغوة البولي يوريثان الحديثة وتقنيات القطع بإنشاء منتجات ذات تفاصيل دقيقة بشكل مدهش. في تطبيقات الرغوة المقولبة، يمكن للخليط الكيميائي السائل أن يملأ تجاويف القوالب المعقدة للغاية، مما يؤدي إلى التقاط القوام المعقد للأسطح والخصائص الصغيرة. وهذا أمر ضروري لمنتجات مثل المكونات الداخلية للسيارات، حيث يكون الملاءمة والتشطيب أمرًا بالغ الأهمية. وتسمح القدرة على تكرار التفاصيل الدقيقة للمصممين بدمج العناصر الوظيفية والتركيبات الجمالية مباشرةً في الجزء المصبوب.
يُعد التخصيص اتجاهًا متزايدًا في مختلف الصناعات، ويتكيف إنتاج رغوة البولي يوريثان لتلبية هذا الطلب. على سبيل المثال، في صناعة المفروشات، يمكن للمصنعين في صناعة المفروشات تقديم مراتب بمناطق صلابة مخصصة من خلال تصفيح أنواع مختلفة من الرغوة المقطوعة في أنماط محددة. يمكن لماكينات القطع الكنتوري باستخدام الحاسب الآلي تنفيذ هذه التصميمات المعقدة بدقة عالية، مما يتيح التخصيص الشامل الذي يمكن من خلاله تخصيص كل منتج حسب تفضيلات العميل الفردية.
أصبح هذا المستوى من التفاصيل والتخصيص ممكناً بفضل الآلات المتقدمة وتكامل التصميم الرقمي. ويتيح الربط بين ملف التصميم بمساعدة الحاسوب وقاطع بنظام التحكم الرقمي أو روبوت التشكيل ترجمة سلسة للتصميم الرقمي إلى منتج مادي. وكلما أصبحت الآلات أكثر تطورًا والبرمجيات أكثر قوة، تستمر إمكانية إنشاء منتجات رغوية عالية التفصيل والتخصيص في التوسع، مما يدفع حدود ما هو ممكن مع هذه المادة متعددة الاستخدامات.
ربط مكونات رغوة البولي يوريثان البولي يوريثان
في العديد من التطبيقات، يجب ربط مكونات رغوة البولي يوريثان الفردية معًا لإنشاء منتج نهائي. الطريقة الأكثر شيوعًا لربط الرغوة هي استخدام المواد اللاصقة. تم تصميم المواد اللاصقة المتخصصة ذات الأساس المائي أو المواد اللاصقة الذائبة على الساخن لربط الرغوة بنفسها أو بمواد أخرى مثل الخشب أو القماش أو البلاستيك. وعادةً ما يتم رش المادة اللاصقة على الأسطح المراد ربطها، ثم يتم ضغط الأجزاء معًا. يعتمد اختيار المادة اللاصقة على قوة الربط المطلوبة والمرونة وسرعة الإنتاج.
وتستخدم طرق الربط الميكانيكية أيضاً، خاصة في بناء الأثاث. وقد يتم ربط الوسائد الرغوية بإطار خشبي باستخدام الدبابيس أو المشابك، على الرغم من أن هذا الأمر أقل شيوعاً في وصلات الرغوة بالرغوة. في بعض التطبيقات المتخصصة، يمكن استخدام تقنيات مثل اللحام بالموجات فوق الصوتية لدمج أنواع معينة من الرغوة بدون مواد لاصقة، مما يخلق رابطة نظيفة وقوية للغاية عن طريق اهتزاز المادة بتردد عالٍ.
يتم تطوير حلول ربط مبتكرة باستمرار لتحسين الكفاءة والأداء. فعلى سبيل المثال، تستخدم بعض الشركات المصنعة تصميمات متشابكة يتم قطعها مباشرةً في الرغوة باستخدام ماكينة التحكم الرقمي باستخدام الحاسوب. يمكن تجميع هذه الأجزاء مثل الأحجية، مما يقلل من الحاجة إلى المواد اللاصقة ويسرّع عملية التجميع. هذا النهج ليس فعالاً فحسب، بل يمكن أن يسهّل أيضاً تفكيك المنتج لإعادة تدويره في نهاية عمره، مما يساهم في تعزيز الاقتصاد الدائري.
تكديس رغوة البولي يوريثان البولي يوريثان وطبقاتها
يعد التراص والطبقات من التقنيات القياسية لإنشاء هياكل رغوية مركبة ذات خصائص محسنة. وفي التطبيقات الإنشائية، يمكن تصفيح طبقات متعددة من الرغوة الصلبة عالية الكثافة معاً لإنشاء كتل سميكة وخفيفة الوزن تستخدم في تطبيقات مثل هياكل القوارب أو النماذج المعمارية. يتم ربط الطبقات بمادة لاصقة قوية، وغالبًا ما تكون الكتلة الناتجة أكثر ثباتًا من حيث الأبعاد من قطعة رغوة سميكة واحدة.
في التطبيقات المريحة مثل المراتب والوسائد الراقية، تُعد الطبقات هي مفتاح الأداء. تقوم الشركة المصنعة بتكديس وتصفيح صفائح من أنواع مختلفة من الإسفنج لتحقيق شعور معين ومستوى دعم محدد. قد يشتمل التصميم النموذجي على قاعدة إسفنجية صلبة عالية الكثافة للمتانة والدعم، وطبقة متوسطة الصلابة لتوزيع الضغط، وطبقة علوية ناعمة من إسفنج الذاكرة أو إسفنج يشبه اللاتكس لتوفير الراحة الأولية. يتم ربط الطبقات معاً بعناية لتعمل كوحدة واحدة متماسكة.
رغوة البولي يوريثان المرنة والمفصلات الحية
إن المرونة المتأصلة في أنواع معينة من رغوة البولي يوريثان تجعلها مناسبة لتقنيات التصميم المبتكرة، مثل إنشاء مفصلات حية. في حين أن معظم الرغاوي تكون هشة عند تقطيعها إلى أجزاء رقيقة، يمكن تصميم بعض الرغاوي المرنة المرنة أو منخفضة الكثافة للغاية بحيث تنحني مرارًا وتكرارًا دون أن تنكسر. ويتم استغلال هذه الخاصية لإنشاء منتجات أحادية القطعة بمفصلات مدمجة.
المفصلة الحية عبارة عن مقطع رقيق ومرن يربط بين جزأين أو أكثر من الأجزاء الصلبة من قطعة واحدة من مادة واحدة. ورغم أن هذا المفهوم أكثر شيوعاً في البلاستيك المصبوب بالحقن، إلا أنه يمكن تطبيقه على الرغوة. باستخدام قاطع CNC لإنشاء نمط محدد من القطع والمقاطع الرقيقة في لوح من الرغوة المرنة، يمكن للمصممين إنشاء مناطق مرنة للغاية. ويسمح ذلك بطي الصفيحة الرغوية في شكل ثلاثي الأبعاد، مثل حقيبة واقية مخصصة أو حاوية قابلة للطي.
تُعد هذه التقنية مفيدة في تصميم العبوات، حيث يمكن قطع قطعة واحدة مسطحة من الرغوة وتسجيلها بشكل معقد ليتم طيها وتغليف المنتج بشكل مثالي. وهذا يقلل من وقت التجميع وهدر المواد مقارنةً باستخدام قطع رغوة منفصلة متعددة. يُظهر تطبيق مفاهيم المفصلات الحية على رغوة البولي يوريثان المرنة تعدد استخدامات المادة والإمكانيات الإبداعية التي تتيحها تقنية القطع الدقيق.
التقنيات ذات الصلة في إنتاج رغوة البولي يوريثان البولي يوريثان
تكمل العديد من التقنيات ذات الصلة عملية إنتاج رغوة البولي يوريثان وتعززها. تُعد ماكينات التحكم الرقمي باستخدام الحاسوب أساسية في مرحلة ما بعد الإنتاج. فبالإضافة إلى القواطع الكنتورية للرغوة، غالبًا ما تُستخدم ماكينات التوجيه بنظام التحكم الرقمي لتشكيل كتل الرغوة الصلبة في أشكال دقيقة لصنع القوالب أو النماذج الأولية. وتوفر هذه الماكينات مستوى عالٍ من الدقة اللازمة لإنشاء أنماط رئيسية تُستخدم لإنتاج أجزاء أخرى.
تلعب الطباعة ثلاثية الأبعاد أيضًا دورًا متزايد الأهمية، لا سيما في مراحل التصميم والنماذج الأولية. حيث يمكن للمهندسين طباعة تصميمات القوالب المعقدة بالطباعة ثلاثية الأبعاد لاختبار كيفية تدفق الرغوة السائلة وملء التجويف قبل الالتزام باستخدام أدوات معدنية باهظة الثمن. وفي بعض الحالات، يتم استخدام الطباعة ثلاثية الأبعاد لإنشاء القوالب النهائية للقطع الرغوية القصيرة أو المخصصة مما يقلل بشكل كبير من المهل الزمنية والتكاليف.
يتم دمج الأتمتة والروبوتات بشكل كبير في خطوط إنتاج الرغوة الحديثة. تُستخدم الأذرع الروبوتية في مهام مثل إزالة القوالب، ورش المواد اللاصقة أو الطلاءات، وتكديس المكونات النهائية. تعمل هذه الأتمتة على زيادة سرعة الإنتاج وتحسين الاتساق وتعزيز سلامة العمال من خلال أتمتة المهام المتكررة وتقليل التعرض للمواد الكيميائية.
وفي الآونة الأخيرة، اكتسبت التقنيات التي تركز على الاستدامة زخمًا متزايدًا. ويشمل ذلك تقنيات إعادة التدوير الكيميائي المصممة لتفكيك الرغوة المنتهية الصلاحية إلى مكوناتها من البوليولول الخام، والتي يمكن استخدامها بعد ذلك لصنع رغوة جديدة. وتمثل هذه العمليات خطوة مهمة نحو إنشاء نظام حلقة مغلقة للبولي يوريثان، مما يقلل من اعتماد الصناعة على البتروكيماويات البكر ويقلل من نفايات مدافن النفايات.
موارد إنتاج رغوة البولي يوريثان البولي يوريثان
مصنعو المعدات
- هينيكه شركة عالمية رائدة في تصنيع آلات وأنظمة معالجة البولي يوريثان.
- مجموعة كانون: تقدم مجموعة واسعة من الحلول، من رؤوس الخلط إلى مصانع الإنتاج الكاملة.
- KraussMaffei: توفر آلات عملية التفاعل لمجموعة متنوعة من تطبيقات البولي يوريثان.
- باومر متخصصة في آلات قطع الرغوة وهندسة المصانع.
- فايكنج: مُصنِّع معدات القطع والمناولة لصناعة الرغوة.
مزودي البرمجيات
- سيمنز: تقدم برنامج PLC وبرامج التحكم في العمليات (مثل SIMATIC) المستخدمة لأتمتة خطوط الإنتاج.
- Rockwell Automation: توفر أنظمة تحكم ومعلومات متكاملة للتصنيع.
- وندروير (AVEVA): تطور برمجيات صناعية للإدارة والتحكم التشغيليين.
برامج التدريب والشهادات
- مركز صناعة البولي يوريثان (CPI): يقدم جلسات فنية وورش عمل ودورات للتطوير المهني.
- رابطة مصنعي البولي يوريثان (PMA): توفر الموارد التعليمية والفعاليات التدريبية لأعضائها.
الجمعيات والمنتديات الصناعية
- رابطة مصنعي البولي يوريثان (PMA): رابطة لصناعة البولي يوريثان المصبوب مع الموارد والتواصل.
- مركز صناعة البولي يوريثان (CPI): قسم تابع لمجلس الكيمياء الأمريكي يركز على تعزيز الاستخدام المستدام للبولي يوريثان.
- EUROPUR: الرابطة الأوروبية لمصنعي كتل رغوة البولي يوريثان المرنة.
