

Reaction injection molding sits in a sweet spot that confuses many buyers. It looks like injection molding, but it behaves more like a chemistry process. If you make large plastic parts and you’ve hit the limits of thermoplastic tooling cost or part weight, RIM deserves a serious look. This guide walks through how the process works, where reinforcement changes everything, and how to pick the right approach for your parts.
Introduction to Reaction Injection Molding
Before we get into process detail, it helps to understand what makes RIM different and where it earns its keep on a real production floor.
What Reaction Injection Molding Really Is
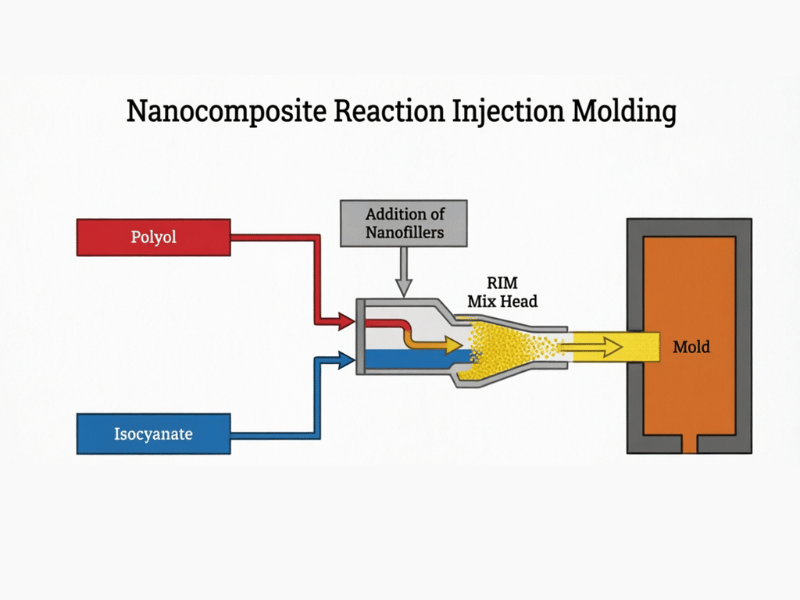
RIM is a molding process in which two liquid chemicals react within the mold to form a solid part. Most often, those two liquids are a polyol and an isocyanate. When they meet, they react and cure into thermoset polyurethane.
This is the key thing to grasp: nothing is melted. The part is created by a chemical reaction, not by heating and cooling a plastic. The liquids start thin and watery, then thicken and harden right inside the tool.
That single fact drives almost every advantage and limitation you’ll deal with later.
")
Where RIM Fits Best
RIM shines when parts are large, complex, and don’t need to be made by the millions. Think bumper covers, body panels, equipment housings, and medical device enclosures.
Because the chemicals flow at low pressure, the tooling doesn’t need to withstand the brutal forces of thermoplastic injection molding. That keeps tooling cost down, which matters most when your volumes are moderate.
If you need thin, tiny, high-volume parts, RIM is usually the wrong tool. It earns its place on big parts where weight, finish, and tooling economics all matter at once.
How the Reaction Injection Molding Process Works
The process is simple to describe and unforgiving in the details. Here’s what actually happens from raw chemical to finished part.
What Happens from Metering to Cure
Two tanks hold the polyol and the isocyanate, each kept at a controlled temperature. Metering units pump precise amounts of each chemical toward the mixing head.
The mixing head is the heart of the whole operation. When the shot fires, both streams collide at high speed inside a small chamber. This is called impingement mixing. The collision blends the two chemicals fully in a fraction of a second.
From there, the mixed liquid flows into the mold cavity at low pressure. Because the mix is still thin, it fills the cavity gently and reaches every corner.
Then the reaction takes over. The chemicals generate their own heat as they cure. This exothermic reaction sets the part inside the closed mold. After a short cure time, the tool opens, and the part comes out.
A clean mixing head and a correct mix ratio are non-negotiable. Get it wrong, and you’ll see soft spots, surface flaws, or parts that never fully cure.
Mold Design, Tooling, and Part Quality
RIM tooling lives a much easier life than injection molding tooling. The low pressures mean you can use lighter molds, sometimes aluminum or even cast tooling, for lower volumes.
That said, the mold still has to do a few things well. It needs good venting so air escapes ahead of the flowing chemical. Trapped air shows up as voids and ugly surface defects.
Gate placement matters too. You want the liquid to fill the cavity in a smooth, predictable path, especially when reinforcement is involved. Poor gating leads to weak weld lines and uneven fiber distribution.
Temperature control built into the mold keeps the cure consistent from shot to shot. Skip this, and your cycle times wander, and your scrap rate climbs.
Materials and Resin Systems Used in RIM
Thermoset polyurethane is the workhorse. The polyol-isocyanate system offers a wide formulation window, from soft, flexible foams to rigid, structural skins.
You can tune hardness, density, and stiffness by adjusting the chemistry. That flexibility is one of RIM’s quiet strengths. The same basic equipment can run a soft armrest one week and a rigid housing the next.
Other chemistries exist, but they belong to different processes. We’ll sort out that confusion shortly.
Reinforced Reaction Injection Molding and Why It Changes the Game
Standard RIM makes good parts. Reinforced RIM makes strong parts. Adding fiber to the system opens the door to structural work that plain polyurethane can’t handle on its own.
How Fiber Reinforcement Changes the Process
In RRIM, you introduce reinforcing fiber into the system. There are two common ways to do it. You can blend chopped fiber, like milled glass, directly into the polyol stream. Or you can place a fiber mat or preform inside the mold before you inject.
The low viscosity of the RIM mix is a real gift here. Thin liquid flows easily around and through fibers, soaking them completely. This wet-out is what bonds the fiber to the polyurethane matrix.
Poor wet-out means dry fibers and weak parts. So with RRIM, you watch viscosity and flow even more carefully than usual.
Be warned: chopped fiber is abrasive. It wears mixing heads and pumps faster than neat chemicals do. Plan for more frequent maintenance and harder-wearing components.
Common Reinforcements and What They Do
Glass fiber is by far the most common reinforcement. Milled or chopped glass boosts stiffness and impact strength while keeping cost reasonable.
Glass flakes and mineral fillers serve slightly different roles. They reduce thermal expansion, helping panels hold their shape through temperature swings. That stability matters for parts that must fit tightly next to metal.
Carbon fiber shows up in higher-end work where stiffness and weight savings justify the price. It’s powerful but pricey, so it’s reserved for parts that truly need it.
The reinforcement you choose should address a specific need, not just add cost for its own sake.
Why RRIM Is Used for Large Structural Parts
Big automotive body panels are the classic RRIM application. The process produces large, lightweight panels with good impact resistance and a paintable surface.
The combination is hard to beat. You get the design freedom of polyurethane, the strength of fiber, and tooling costs lower than high-pressure injection. For mid-volume automotive and transportation parts, that math often wins.
Off-highway equipment, agricultural panels, and large enclosures lean on RRIM for the same reasons.
Practical Benefits of RIM and RRIM
The advantages here aren’t abstract. They show up directly in your part cost, your design options, and your field performance.
Cost Efficiency for Large Parts
Tooling is where RIM saves you real money on large parts. Low molding pressure means cheaper molds, and that gap widens as parts get bigger.
If you’re producing big panels at moderate volumes, the tooling savings alone can make the business case. You spend less upfront and reach profitability at lower production numbers than thermoplastic injection would allow.
Design Freedom and Surface Quality
The thin, free-flowing mix fills complex shapes that would stall a thicker material. You can mold in ribs, bosses, varying wall thickness, and encapsulated inserts in a single shot.
Surface finish is another strong point. A well-run RIM process delivers a smooth, paintable skin straight from the tool, which trims your finishing labor.
Durability, Impact Resistance, and Performance
Polyurethane parts take a hit and bounce back. That toughness is why bumpers and fascias have used this chemistry for years.
Add fiber, and you gain rigidity without losing that impact resistance. RRIM parts resist cracking, handle temperature swings well, and hold up under real-world abuse. For parts that live outdoors or take knocks, that resilience pays off over the product’s life.
Common Challenges and How to Control Them
Every process has its troublemakers. With RIM and RRIM, most defects trace back to a handful of controllable causes.
Process Control Problems That Cause Scrap
Mix ratio drift is the usual suspect. If the polyol-to-isocyanate ratio slips, the chemistry goes wrong, and the part suffers. Calibrate your metering regularly and trust the data, not your gut.
Temperature is the next watch point. Chemicals that are too cold mix poorly and cure slowly. Too hot, and they react before they fill the cavity. Keep your tanks and mold in their target windows.
Air entrapment rounds out the list. Good venting and clean gating prevent the voids that send parts to the scrap bin.
Material Limits and How to Work Around Them
Thermoset polyurethane can’t be melted down and reused like thermoplastics. Once it cures, it’s set. That makes scrap harder to recycle, so the smart move is to cut scrap at the source through tight process control.
Chopped fiber abrasion, mentioned earlier, wears equipment. The fix is straightforward: use wear-resistant mixing head components and build maintenance into your schedule before failure forces it on you.
Quality Control Checks That Matter Most
Weigh your shots. Consistent part weight is a fast, honest signal that your mix and fill are stable.
Check surface finish on every part early in a run, then sample steadily. Surface flaws often warn you of a venting or mixing problem before it gets worse.
For structural RRIM parts, section a part now and then to inspect fiber distribution and wet-out. You can’t fix what you can’t see, and cutting a part open tells you the truth.
RIM, RRIM, RTM, and Thermoplastic Injection Molding Compared
Buyers mix these processes up constantly. Sorting them out makes the right choice obvious for your part.
Where RRIM Outperforms Other Methods
RRIM outperforms conventional injection molding for large parts and moderate volumes. Lower tooling costs and low-pressure operation are decisive factors for large panels.
Compared with resin transfer molding, RRIM usually wins in cycle time. RTM injects resin into a fiber preform and tends to run more slowly, though it can place the fiber more precisely. When you need reasonable strength and faster output, RRIM has the edge.
Where Other Processes Make More Sense
Thermoplastic injection molding is the right call for small, high-volume parts. Once you’re making hundreds of thousands of pieces, it’s fast cycles and recyclable material wins on cost.
RTM makes more sense when you need very high, precisely oriented fiber loading for demanding structural jobs. Epoxy and polyester resins are also mostly used in RTM and hand lay-up, not RRIM.
And remember the chemistry line: nylon and other thermoplastics are melted and cooled, not reacted. They belong to a different family of equipment entirely.
What’s Changing in RIM
The fundamentals are stable, but the way we run the process keeps getting sharper. Two forces are driving most of the change.
Technology Improvements and Smarter Process Control
Metering and mixing systems are more precise than they used to be. Closed-loop controls now track ratio, temperature, and pressure in real time and correct drift before it ruins parts.
This tighter control means less scrap, steadier cycle times, and more confidence running structural parts. The chemistry hasn’t changed much; our command over it has.
Market Demand and Sustainability Pressure
Lightweighting continues to drive demand, especially in transportation, where every kilogram counts. RRIM panels help vehicles shed weight without giving up toughness.
Sustainability is the bigger conversation now. Since thermoset polyurethane doesn’t remelt, the industry is working on bio-based polyols, lower-emission chemistries, and better scrap reduction. Expect material suppliers to keep moving in that direction.
Choosing the Right RIM Approach for Your Application
The right choice comes from your part, not from a brochure. Answer a few honest questions, and the path usually reveals itself.
Questions to Answer Before You Buy Equipment
Start with size and volume. How big is the part, and how many do you need per year? Large parts at moderate volume point straight toward RIM or RRIM.
Then ask about loads. Does the part carry structural stress or take impacts? If yes, fiber reinforcement is likely in your future, so size your equipment for abrasive materials from day one.
Finally, weigh your surface and finishing needs. If you need a clean, paintable skin off the tool, factor that into mold design and chemistry selection early.
Matching Process, Material, and Part Design
Match the chemistry to the duty. Soft, flexible parts and rigid structural panels both come from polyurethane, but the formulations differ. Lock that down before you cut a mold.
Then align the tooling with both. Design venting, gating, and temperature control around the specific chemistry and reinforcement you’ve chosen.
Get these three working together, and RIM rewards you with strong, light, good-looking parts at a tooling cost that’s tough to match. Talk through your specific part with a process specialist before committing capital, and you’ll avoid the expensive lessons that come from guessing.
Related products: The RRIM (Reinforced Reaction Injection Moulding) System
Frequently Asked Questions
How does fiber reinforcement affect the RRIM process and final composite parts?
Fiber reinforcement in reinforced reaction injection molding (RRIM) involves placing reinforcing fibers, such as glass fibers or other agents, within the tool before the liquid components are injected. The two liquid components — typically a polyol and an isocyanate that form a thermoset polyurethane — are mixed in a mixing head and injected into the mold cavity at low viscosity so they can flow around glass fiber mats or chopped fiber, then chemically react and cure. This combination produces a composite with enhanced strength and impact resistance compared with unreinforced thermosetting materials, making RRIM suitable for large automotive body panels and other structural reaction injection molding applications.
What polymers are commonly used in reinforced reaction injection molding?
The most common polymer system in RRIM is thermoset polyurethane (a polyurethane rim or thermoset polyurethane resin) produced from polyol and isocyanate components. Epoxy resins and polyester systems are used in related composite processes such as resin transfer molding, but RRIM typically uses thermosetting polymers that require a curing reaction within the mold. Thermoplastic options and thermoplastic injection molding differ from RRIM, which relies on a chemical reaction and an exothermic cure.
How do rim molds and tooling influence part quality and cost?
Rim molds (or rim systems) must be designed to accommodate low injection pressures and low temperatures used in RRIM. Tool design influences flow, wet-out of reinforcing fibers, and surface finish. Tooling costs can be lower than those for high-pressure injection molding, and rim operates at different injection pressures and with different equipment. However, molds must allow for mixing head integration and venting for the curing reaction; tooling choices directly impact cycle times and the ability to produce large, complex parts with good surface finish for the automotive and transportation industries.
What are the main advantages of rim for automotive body panels and structural parts?
The advantages of the rim in automotive applications include the ability to produce large, lightweight composite body panels and structural reaction injection molding parts with good impact resistance and design flexibility. RRIM parts combine reinforcing fibers with a thermoset polyurethane matrix to deliver strength and toughness while keeping tooling costs and cycle times lower than some conventional injection molding methods. The process is similar to injection molding in that a liquid is injected into the mold, but it differs in that it uses a chemical reaction and low-viscosity liquid components that cure within the mold.
How does the mixing head and injection into the mold cavity work in RRIM?
The process begins with two liquid components (polyol and isocyanate) delivered to a mixing head, where they are rapidly combined. The resulting low viscosity mixture is injected into the mold cavity, often around reinforcing fibers or preforms. Because the mixture is low viscosity, it wets out the reinforcing agents effectively before a curing reaction occurs. The exothermic reaction then cures the thermosetting polymer within the mold, producing a composite that is removed after the required cycle times.
How does RRIM compare to resin transfer molding and conventional injection molding?
RRIM differs from resin transfer molding (RTM) and conventional high-pressure injection molding in several ways. RRIM uses two liquid components that chemically react in the mold to form a thermoset polyurethane, while RTM injects a resin into a closed fiber preform and may use different chemistries, such as epoxy or polyester resins. Conventional injection molding typically uses thermoplastic materials and high pressure, driven by an injection molding machine. RRIM operates at low pressure and with low-viscosity reactants, enabling the production of large composite components with reinforcing fibers and reduced cycle times for specific applications.
What processing parameters affect strength, surface finish, and cycle times?
Key parameters include the viscosity of the liquid components, injection pressures (generally low), temperatures (often lower than in thermoplastic molding), the polyol-to-isocyanate mix ratio, fiber content and orientation, mold design, and curing time. Proper wet-out of glass fiber or other reinforcing fibers, controlled chemical reaction (exothermic reaction management), and optimized rim molds help achieve a smooth surface finish, consistent mechanical properties, and predictable cycle times. The use of thermosetting polymers and appropriate reinforcing agents is critical to achieving targeted strength and impact resistance.
Can RRIM use different reinforcing fibers and resins, such as epoxy, nylon, or polyester?
RRIM is most commonly associated with thermoset polyurethane systems, but variations and hybrid processes can incorporate different reinforcing fibers such as glass fiber, carbon fiber, or other fibers. Epoxy and polyester resins are more typical in other composite manufacturing methods, such as resin transfer molding or hand lay-up; they require compatible processing approaches. While nylon and thermoplastic systems are part of thermoplastic injection molding, RRIM’s chemistry is centered on thermosetting polymers. Selection of fibers, matrix chemistry, and processing must match the specific application requirements, such as automotive use, impact resistance, and manufacturing methods.
